Analysis of Machine Tools with PERMAS
All dynamic analysis methods can also be used for machine tool analysis, like eigenmode and frequency response analysis, complex mode analysis, and time-history response analysis. In addition, optimization methods can be used to propose model modifications which improve the characteristics of the machine tool like weight, static response, and dynamic response.
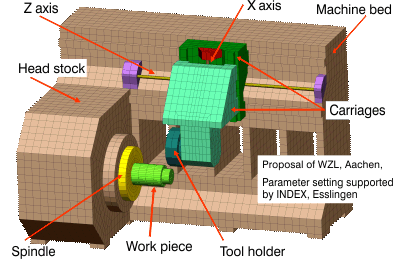
Simple model of a turning machine
Model
The following typical machine components were used to set-up the model:
- Structural components: Machine bed, carriages, and headstock are usually modeled by solid elements.
- Guide rails: They are part of structural components, but their proper connection is modelled by spring-damper combinations, where the spring and damper forces are connected to the solid structures taking incompatible meshes properly into account.
- Ball screw drives: They are modelled by beam elements. Their function is to transform a rotational motion of the drive to a translational motion of the carriage. This transformation is achieved by a proper MPC condition taking the diameter of the screw and the pitch of its thread into account.
- Spindle with workpiece: Spindle and workpiece are usually modelled with solid elements. The coupling to the headstock is done by a special element combined with a suitable MPC condition. The special element is used to provide rotation speed dependent stiffness and damping values for the spindle support.
- Control: In order to include a controller in the model a finite element has been
developed which represents a so-called cascade controller. This cascade controller is able to represent
position and velocity control beside some filters and a current controller.
This control element comprises the typical control steps used in
machine tools and has been developed based on the experience of machine
tool manufacturers.
The actuator force is applied as a moment on the ball screw drives of both feed axes (Z axis and X axis). The sensors for relative displacements are located between machine bed and Z carriage and between Z carriage and X carriage respectively. The sensors for relative velocities (based on rotation speed sensors) are located at the ball screw drives.
The parameter settings have to reflect the actual controller which will be used for the machine tool. So, the parameters have to be provided to the analyst by the controller development (like other parameters, e.g. material). Then, the analyst will be able to support the machine design by full system analysis.
In the example model, there are two controllers, one for the translational motion parallel to the spindle axis (Z axis) and one for the motion in radial feed direction (X axis). The parameters of the controllers are almost the same.
System response due to a sudden position change
Analysis
Typical methods for dynamic analysis of machine tools include:
- Eigenvalue analysis: Modal methods are often more efficient due to the reduction of the model size. But direct methods are also available.
- Modal frequency response analysis: The frequency response curves for amplitudes and phases between tool and workpiece for an arbitrary excitation under uncontrolled and controlled conditions can be calculated.
- Modal time-history response analysis: The response to a sudden jump and
a smooth position change of the tool can be calculated.
It is worth mentioning that the rotation
of the spindle can be taken into account.
In addition, it is possible to use nonlinear support conditions (like those for the spindle support) in modal time-history response analysis. - Complex mode analysis: The damping effect on the eigenfrequencies due to guides, spindle support, and control can be determined using complex eigenvalue analysis (including gyroscopic effects).
- Stability analysis of process: For the design of a machine tool, the prediction of instabilities during
operation is of utmost importance to the manufacturer. The goal is to design
a machine tool which works stable with high precision at high speed.
The source of instability is the interaction between tool and workpiece,
where the energy for selfexciting vibrations is coming from the rotating
spindle.
In order to make the nonlinear turning process predictable a cutting force model has been developed. The cutting force model depends on the cutting speed, the cutting depth, and the feed per revolution. The cutting force model requires a number of coefficients which reflect the combination of a specific turning tool with the material of the workpiece. These coefficients have to be calibrated based on a few experiments with the same combination.
On this basis a stability chart and the related chatter frequencies can be derived. There, one important effect of spindle rotation can be seen. The stability depends on the rotating direction of the spindle. For this example, counterclockwise rotation allows for higher cutting depths than clockwise rotation of the spindle.
A time-history response for one point of operation (at 1300 rpm) shows that stable behaviour will occur for counterclockwise spindle rotation and instable behaviour for clockwise spindle rotation.
Complex mode shape
Instable behavior during clockwise longitudinal turning
Optimization
Some examples of additional applications of optimization are:
- Topology optimization of structural parts for lighter machine tools taking control and dynamic conditions (like eigenfrequencies, frequency response) into account.
- Shape optimization for getting optimized positions of supports to ground.
- Sizing optimization of controller parameters to move eigenfrequencies and to improve frequency response.
Questions? Ask us!
INTES Ingenieurgesellschaft für technische Software mbH
Management: Rolf Fischer
Breitwiesenstr. 28
70565 Stuttgart
Germany
Commercial register: Stuttgart HRB 10 978
VAT registration number: DE 147803245
Tel.: +49 711 78499-0
✉info@intes.de